Challenges and Methods for Machining Advanced Superalloy Materials
The conventional wisdom that nickel superalloys are difficult to machine, whether by cost or failure rate, is rooted in a flawed approach. Overcoming the difficulties in machining nickel based superalloys is important since they exhibit beneficial characteristics including excellent mechanical strength, resistance to thermal creep deformation, good surface stability resistance to corrosion or oxidation, and their application in extreme, typically high temperature, environments.
Inconel, Hastelloy, Rene, and Waspaloy are nickel superalloy materials utilized as load bearing structures across a number of industries. Example applications include; pressure vessels in petrochemical plants, parts for downhole shafts and wellheads in oil and gas production, biomedical applications and rings, discs and shafts for the hot section of turbine engines. The preeminence of superalloys in aerospace is reflected in the fact that they currently comprise over 50% of the weight of advanced aircraft engines.
Challenges Machining Nickel Superalloys
A flawed approach is that stakeholders including machinists, engineers, designers, process planners, etc. treat these advanced materials like high strength, heat-treated alloys. While similar in physical properties nickel superalloys and heat-treated alloys are fundamentally different at the literal cutting edge. Heat treated materials have a higher tendency to chip and break away under shear forces, like those used by the cutting tools in machining processes. Challenges associated with machining nickel superalloys that all stakeholders should be aware of include;
- High nickel content leads to work piece hardening.
- Compressive and shearing forces attack the cutting edge resulting in tool wear and deformation.
- Frequent tool changing reduces productivity.
- Removing outer scale from nickel superalloy forgings that are not uniform creates interrupted cuts.
- Roughly twice as much machine power is needed compared to cutting low-alloy steel.
- Drilling large diameter deep holes is slow and requires lots of machine power.
- Material movement, including warpage or dishing, demands machining in multiple operations.
Using nickel superalloys as a manufacturing material requires stakeholders to understand the issues nickel presents. The material does not weaken or deform at higher temperatures, as observed with other types of alloys, therefore nickel is more difficult to deform using typical high precision machining processes. This has kept some from utilizing nickel superalloys even though they may be superior materials depending on the application.
Methods for Machining Nickel Superalloys
Nickel superalloys strength qualities are more uniform with shear, tension, and compression forces resisted. There is no weak point that can be taken advantage of for the cutting process. Simply put, nickel superalloys require higher quality tools that are rigid enough to handle the material. With this in mind, the following tactics can be applied to successfully machine these advanced materials;
- Consider ceramic tools that are extremely heat resistant.
- Maintain tool edges to minimize heat buildup, excessive tool wear, and plastic deformation.
- Optimize cutting speeds to the maximum surface feet per minute (SFPM).
- Counter work piece flex using rigid setups between tool and work piece.
- Use the maximum quantity of cutting fluids for heat removal.
- Operate without coolant to remove forging scale. With the correct grade of ceramic insert this strategy can anneal the material in front of the cutting tool.
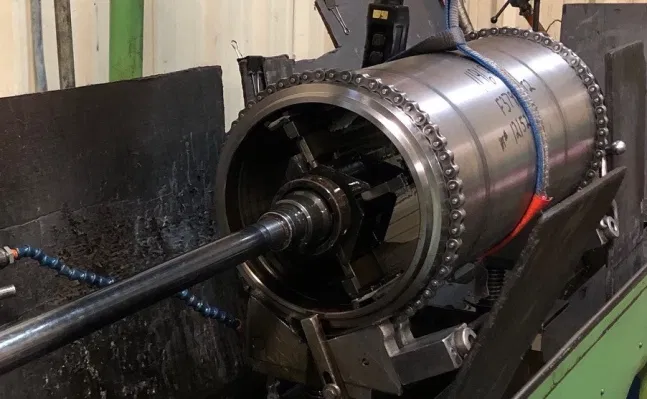
- Optimize a robust, rigid steady rest to support longer nickel superalloy shafts.
- Rushing nickel superalloys cycle times will result in wasted insert edges and potentially ruined tools.
Approached with the right plan, nickel superalloys can transform the strength profile and heat resistance of a part without incurring excessive costs. Overcoming the stereotypes surrounding these sometimes frustrating materials requires preparation to understand the material specifications, budgeting appropriate job time, and selecting CNC machining service providers with extensive nickel superalloy experience.