At China Machined Parts, Ltd.s, we have extensive experience operating honing equipment that improves the geometric form and surface texture on pipes, tubes, cylinders, and liners. In honing operations, a rotating tool carrying abrasives removes metal from the interior surface of a bore or cylinder. The main purpose is to finish the surface to a particular diameter and geometric cylindricity. It’s almost always a secondary machining operation that finishes a part or relieves stress. A typical production cycle is to rough turn the OD, bore the ID, hone, finish turn and complete any required mill work. The honing operation typically removes from 0.001” to 0.010″ (0.03-0.3 mm) of material.
Although the honing process can be applied to any surface, it is most commonly done on internal cylinder walls using a combined rotating and reciprocating motion. Low cutting pressure, low velocity, and relatively small amounts of material removal characterize it. Typical speeds are around 250 fpm (76 m/min). However, unlike conventional machining, higher speed is not always an advantage. Each application has a honing abrasive chip load which is a limiting factor. With abrasive honing stones, the proper choice of bond and coolant optimizes stone performance and cost per part.
We typically utilize abrasive stones that are used along a controlled path to remove minute amounts of material in order to attain almost perfect cylindricity on parts. Unlike conventional machining, the accuracy of a honing process is not entirely dependent on the machine. The tool and abrasive are the keys to accuracy. Another difference from conventional machining is that it needs no chucking or alignment. The part aligns itself with the tool because the tool or the part is floating in most applications. Often, the part is placed in a specially designed honing fixture that provides floating action.
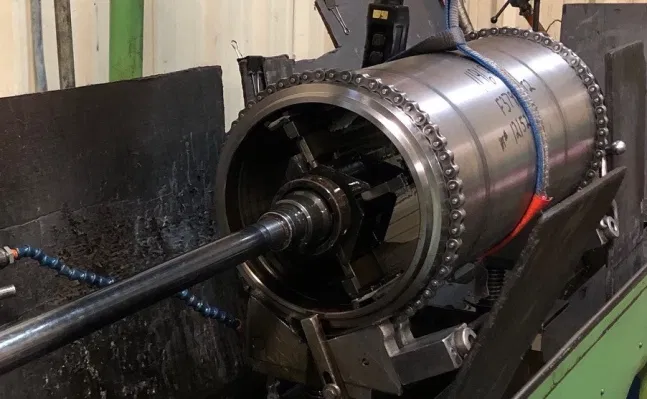
Honing machines allows precise size, surface finish, roundness, straightness and consistent surface texture to be achieved. And with our equipment we can achieve surface finishes between 6-8 RMS with tolerances as tight at +/-0.001″ or meet virtually any customer specified requirement. Our facility is equipped with a Sunnen Model HL 80 precision horizontal hone that handles diameters from 3″ to 22″ with a 60″ stroke. We also have a Sunnen Model MBC-1805 hone with auto sizing and power stroke capability; accommodating diameters ranging from .160″ to 3.5″ with a 6″ stroke.